


|
公司基本資料信息
|
|||||||||||||||||||||||||||||||||


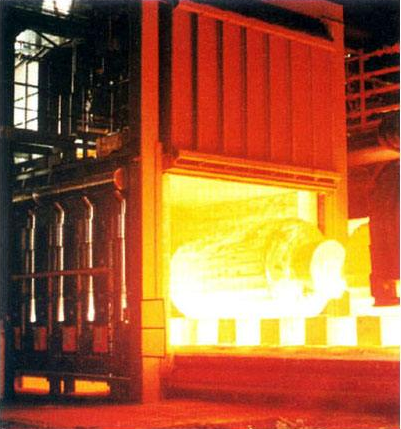





臺車爐為熱處理設備采用燃氣或者電能為加熱方式,適用于大型焊接件、壓力容器、環件、軋輥、鍛件、鑄件、管件、鋼錠、船用發動機、軍工產品的加熱、調質、退火、正火、回火以及各種機械零件熱處理之用。
組成結構:由全纖維爐體、全纖維爐門分(升降爐門、平移爐門、對開爐門),爐車、燃燒系統、排煙系統、密封系統、自控系統、上位工控計算機集散控制系統等主要部分組成。
1.鋼骨架:鋼骨架由型鋼、鋼板等焊接而成,輕巧并可靠。門柱由槽鋼對拼與爐體鋼架連成整體。爐體下部由統一規格的特制鑄件(沙封刀)和鋼板組合而成,鋼骨架上設有平臺、扶梯。爐體上所有需要檢查、檢修、操作和維護的部位,都有平臺和安全扶梯。爐體兩側和爐體后墻,爐門上都設有多個窺視孔,窺視孔視野覆蓋全爐所有區域,便于操作人員了解爐內情況。考慮到車間高度問題爐門采用平移式結構。爐門向左側或右側有電動傳動系統平移。
2.爐襯:除臺車外,采用全耐火纖維結構,熱惰性小,可實現靈活調節爐溫及較大范圍升溫和降溫速度的要求,爐襯結構為耐火纖維組合結構,耐火纖維折疊模塊。外壁溫升不高于環境溫度+50℃。
3.爐車鋼結構:爐車鋼結構車架由二根縱梁和數根橫梁拼接而成,面輔厚鋼板,其剛性確保在滿負荷情況下不變形。由二臺蝸輪蝸桿減速機驅動,結構可靠、使用壽命長。
4.耐火隔熱材料:臺車面為承重耐火層,采用特制的大塊澆注料成型塊,既保證了爐車的耐壓強度,又確保承重面的耐火強度,車邊磚采用異形澆注料成型塊。
5. 燃燒系統:本爐燃燒系統采用高速調溫自控燒嘴,高速調溫自控燒嘴系統由高速燒嘴、智能型燃燒控制器、大/小煤氣閥、空氣雙位調節閥、高壓點火器和火焰監測器組成。
6.助燃供風:每臺爐采用離心高壓鼓風機一臺,風機進口配有電動調節蝶閥,空氣預熱器最高可將空氣預熱到300℃左右。
7.天然氣:車間燃氣進氣要減壓。在總管上設有緊急關閉閥,燃氣流量孔板,燃氣流量,壓力自動檢測,確保生產安全,燃氣壓力,燃氣瞬時/累積耗量等參數均在上位機顯示并可操作。
8.排煙系統:設有上排式鋼質煙囪,高出車間房頂~3m。采用上置式輻射式熱交換器,為提高煙囪及預熱器的使用壽命,確保使用壽命,排煙系統由爐壓自控系統和余熱系統組成。
9.自控系統:全自動大型平移爐門臺車爐自控系統由溫度控制系統、燃燒控制系統、壓力自控系統、故障報警系統和動力控制系統等組成。溫度控制方式采用由控溫熱電偶、智能數顯溫控儀表(或計算機系統)、高速調溫自控燒嘴系統組成的閉環自控系統,按熱處理工藝曲線要求自動控制爐內的溫度。
a、 燃燒室體積小
b、 燃燒氣體出口速度高
c、 燒咀調節比例大,1:10
d、 自動點火和火焰監測
e、 每個燒嘴故障報警功能
f、 每臺助燃風低壓保護
g、 每個燒嘴大小火連鎖安全控制
h、 燃燒狀態顯示,故障報警顯示
i、 溫度曲線設計及修改,保存及打印
j、 操作提示,故障提示
k、 助燃風機控制(開關)、爐門控制(開關)、空燃比例控制、過程安全連鎖控制
10、預熱器
采用GC型列管式插入擾流件換熱器以增加空氣的預熱溫度,爐溫1000℃時將空氣溫度預熱至300-350℃。
GC型高效插入件換熱器,在相同傳熱系數下,空側壓力損失較一般插入件換熱低,其值在1500Pa左右,因此降低了動力消耗。
煙氣溫度600℃時,綜合傳熱系數45W/M2℃以上,煙氣溫≥900℃時,綜合傳熱系數55 W/M2℃以上。
換熱器在設計上根據不同溫度采用耐熱鋼和不銹鋼,布置上采用溫均勻化和熱應力消除措施。
11、控制系統
系統主要通過爐子的溫度,壓力的檢測,對各爐子的煤氣管道的流量和煙氣的流量及稀釋風量進行調節和控制,并設有天然氣總管快速切斷裝置。
爐壓的的高低對加熱爐的使用效果影響很大,爐壓高時爐氣會沖出爐體的各密封間隙形成氣流沖刷,對采用纖維材料密封的爐門及爐底壓緊影響較大,同時,高溫氣流對爐體周圍環境和控制器件也會造成影響。而爐壓低時冷空氣從密封間隙吸入,除增加工件的氧化外還會使爐內高溫被負壓迅速抽出造成燃料浪費。為此,排煙道上裝爐壓測點控制電動調節煙氣閥,使爐壓保持在微正壓狀態
爐子采用分區爐溫控制,每區設有一個熱電偶,測量溫度進入多點記錄儀,集中跟蹤記錄爐膛內溫度。
12、安全連鎖系統
臺車與爐門的安全連鎖,當爐門未開啟到一定位置時,臺車將鎖定進出,臺車密封未打開時臺車將鎖定進出。
空、煤氣壓力、壓縮空氣壓力達不到規定要求時,燒咀的燃燒將不能啟動,若正在燃燒時則安全關閉。







魯ICP備2025151005號(c)2016-2035 商之橋 B2B SYSTEM All Rights Reserved





